MECHANICAL TESTS

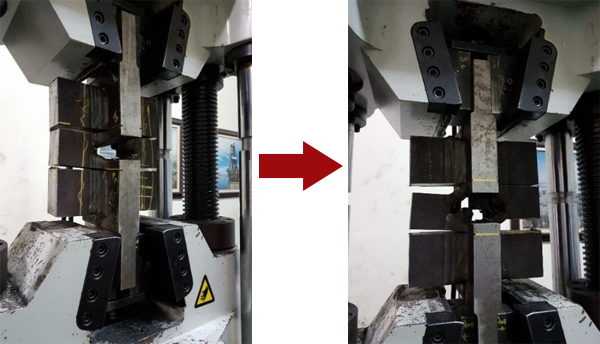
TENSILE TEST
The tension test related to the mechanical testing of steel products subjects a machined or full-section specimen of the material under examination to a measured load sufficient to cause rupture. Ultimate Tensile Strength, Yield Strength, True Stress and Strain, Engineering Stress and Strain, the Elastic Modulus, the Fracture Stress, the Modulus of Toughness, and the Modulus of Resilience, may all be determined by tensile testing.
- Transverse Weld Tensile
- All-Weld Tensile
- Elevated Temperature Tensile Testing - ASTM E21
- Through Thickness Tensile
- Tensile Test at Elevated Temperature (up to 1200ºC)
- Reinforcement Bar / Wire Mesh
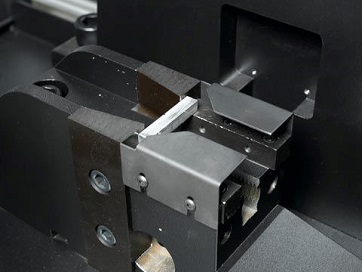
CHARPY IMPACT TEST
The Charpy Impact Test is a cost-effective test method used to determine the material’s relative impact toughness at a specific temperature. Specimens are first machined to a specific dimension and surface finish before being notched and placed in a liquid bath until the specimens have reached the test temperature. The specimen is then loaded into the test machine and struck with a weighted pendulum released from a set height within 5 seconds of leaving the liquid bath. The higher the absorbed energy of the specimen, the greater the relative impact toughness of the material. The resulting test data is used when qualifying welding procedures, evaluating heat treatment processes or verifying material type and grade, normally on welds or materials intended for low temperature applications such as ship hulls or marine structures.

GUIDE BEND TEST
The guide bend test is used to verify the ductility of the material. If the material does not fracture after bending, the piece is visually checked for cracking or other surface irregularities. The specimen are place on the die member of the jig with the weld at midspan.
- Face bend specimens are place with the face of the weld directed toward the gap.
- Root bend and fillet weld soundness specimens are place with the root of the weld directed toward the gap.
- Side bend specimens are place with that side showing the greater discontinuity directed toward the gap. The plunger will force the specimen into the die until the specimen becomes U-shaped.
The Fracture or Nick Break Test is used to determine the quality of a weld, and involves breaking open the weld length-wise, and then visually inspecting the exposed weld interior for any internal imperfections such as lack of sidewall fusion, lack of inter-run fusion and porosity. The test can be carried out for both Butt Welds and Fillet Welds Test coupons.
- For Butt Welds, a groove is machined along the weld centerline to provide a convenient fracture path before the specimen split open via a hydraulic press or a conventional hammer.
- For Fillet Welds, hydraulic press is use to apply sufficient force to the opposite side of the weld fillet is typically sufficient to fracture the weld for inspection.



HARDNESS TESTS
A hardness test is a means of determining resistance to penetration and is occasionally employed to obtain a quick approximation of tensile strength. There are 3 types of hardness tests:
- Vickers (HV)

- Rockwell (HRB,HRC)
The Rockwell hardness test is based on the measurement of the depth to which an indenter is forced by a heavy (major) load beyond the depth resulting from a previously applied preliminary (minor) load.

- Brinell (HB)

Shear Test is used to determine the shear strength of materials. It is generally performed on specimens such as bolts, screws and rivets. An appropriate shear set up is used depending on the specimen and is then placed in the tensile machine. Lateral shear force is applied to the specimen until failure occurs.
Proof Load Tests are typically performed on finished components such as bolts and nuts as part of a quality control process to verify if the batch of components are able to hold their rated design load without failure. To perform this test, the specimens are loaded individually in the tensile machine and, depending on the relevant product specifications, a specified load is applied to it for a set time. If the product breaks, yields or show signs of cracking, the product is considered to have failed the test. NDT tests are often used in conjunction with the Proof Load Test to ensure any fine cracks are detected before and after testing.